Wire drawing dies are precision tools used to produce round or shaped wire to very tight tolerances. The deformation and elongation of wire material takes place within the profile of the wire drawing die as the wire is drawn through it.
Wire drawing dies are used in wire drawing machines from single pass machines requiring one die, to multi-wire drawing machines requiring die sets containing over 450 dies.
The critical part of a die lies inside the diamond and is called the inner profile or die geometry.
The inner profile of a die has five parts. The transitions between the different parts of the profile are blended to ensure a smooth connection of the different areas, reducing the generation of metallic particles during the wire drawing process.
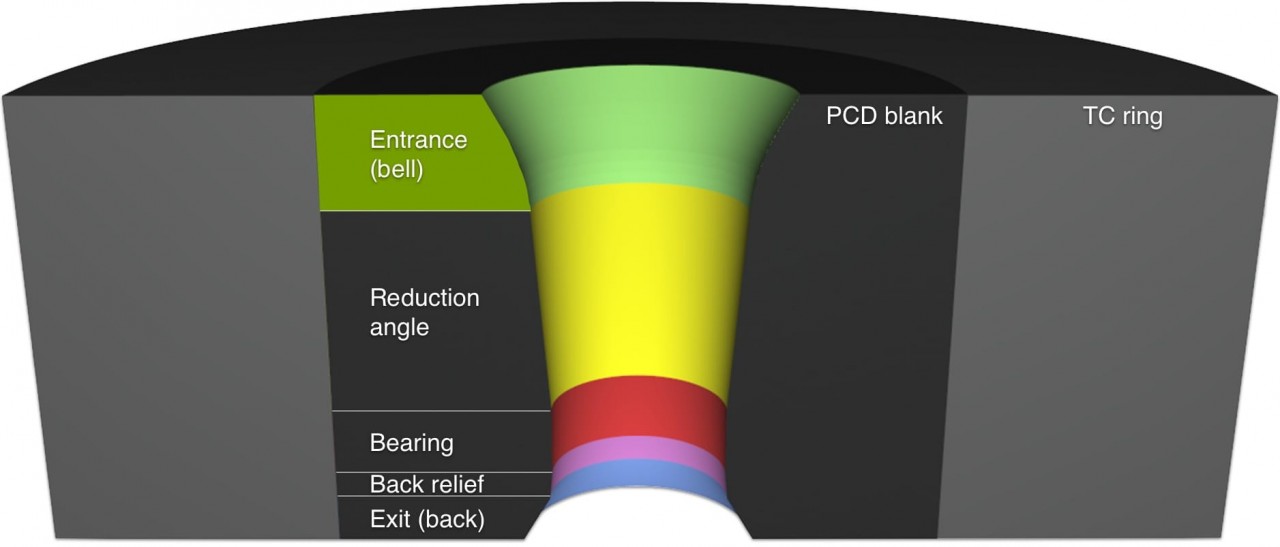
Entrance cone
The entrance cone (bell) should be sufficiently open to allow wire drawing lubricant to enter the die and flush out any particles that have been generated. The entrance cone is typically well blended to the top of the reduction angle so that there is no sharp edge at the transition. The standard entrance cone angle for a drawing die is 60°.
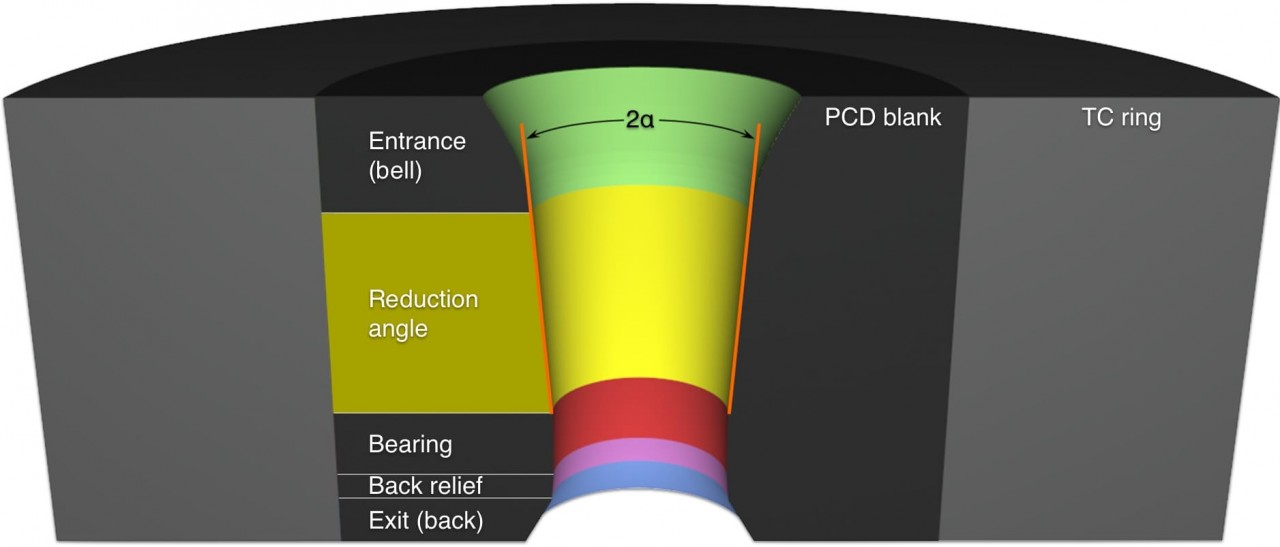
Reduction angle
The reduction cone is the area where the incoming wire is reduced. If requested, Esteves Group can optimize the reduction angle (2α) for different wire materials to ensure that the deformation takes place in a smooth, homogeneous, and controlled way.
Typically, the harder the material being drawn, the narrower the reduction angle of the die. The softer the material being drawn, the wider the angle of the die. Also, the greater the reduction or elongation of the wire being drawn, the wider the angle required. As the elongation of the wire being drawn is reduced, the required reduction angle will be narrower.
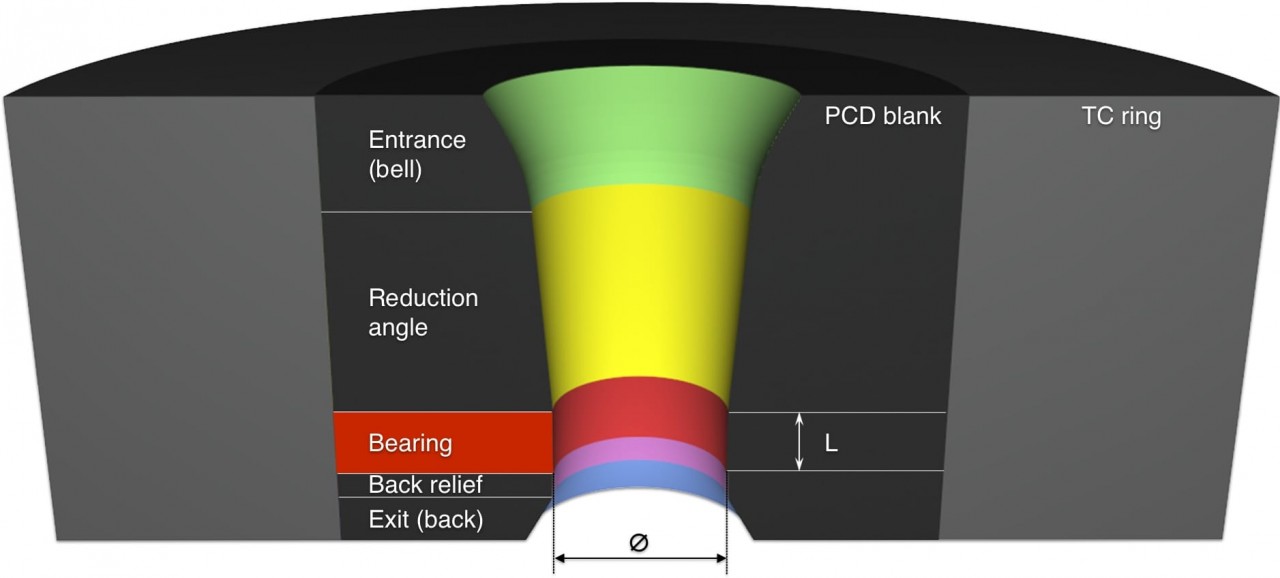
Bearing
The bearing area determines the wire surface quality and the wire diameter. The length of the bearing (L) is usually about 20% to 50% of the nominal wire diameter (Ø). However, this percentage varies depending on the wire material, drawing process, and on the specifications of the wire to be drawn.

Back relief
The back relief enables the wire to exit freely from the bearing, avoiding contact with any sharp edge that could scratch the wire.
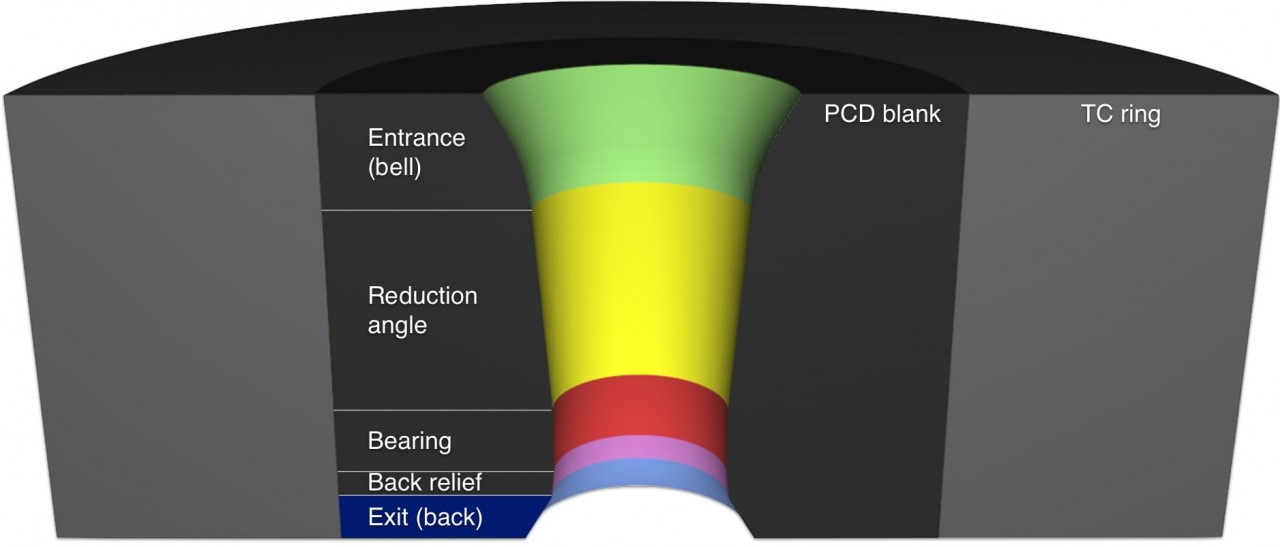
Exit cone
The exit cone (back) is designed to strengthen the exit of the die. The exit cone keeps the metal forming area centered in the blank, improving heat transport away from the metal forming zone.
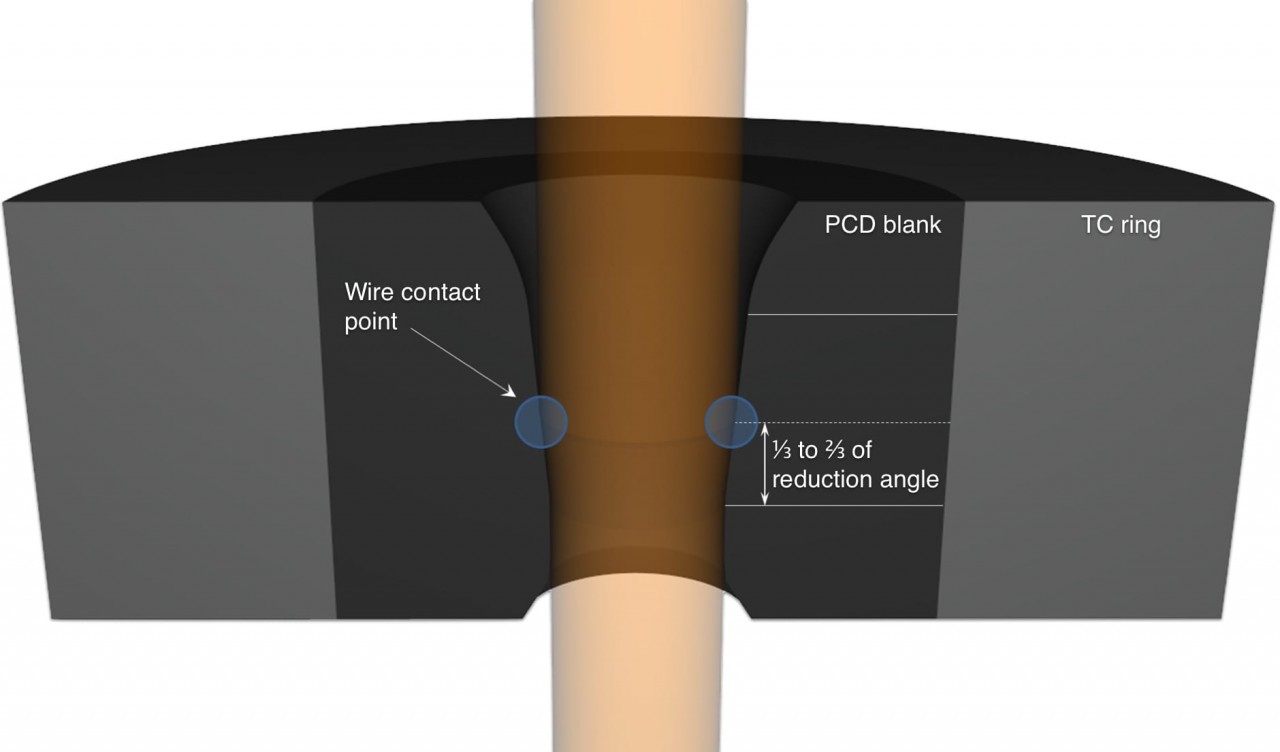
Wire contact point
The point where the wire contacts the reduction angle is very important for a successful drawing process. For most wire types the contact should take place between 1/3 to 2/3 of the reduction angle height to ensure good metal deformation.
The contact point is influenced by the reduction angle, the total thickness of the diamond insert, and the diameter of the incoming wire. Taking into account these parameters, a customized die can be designed in our Drawing Die Wizard software (see chapter 11) to help you improve your drawing process.
If the angle is too wide for the elongation of the wire, causing the contact point of the wire to be too close to the bearing, the die can wear out very quickly. A wear-ring first forms at the point of wire contact in the reduction angle. As the die is used, wear will slowly extend from the wear-ring to the bearing. Once the wear reaches the bearing, wire surface quality will deteriorate and the die as well as the wire will become oversized.
Delta factor
The delta factor is calculated from the wire area reduction and the reduction cone angle by

Where:
A : area reduction percentage [%]
α : reduction semi-cone angle [radians]
Øin : incoming wire diameter [mm, inch]
Øout : drawn wire diameter [mm, inch]

Drawing Die Wizard
Free software that allows you to visualize the inner workings of a specific drawing die nib using your process parameters. Login or create an account to download your copy.
| Featured Downloads | Size | Date | ||
|---|---|---|---|---|
| | Drawing Die Wizard for Windows 32bit Microsoft Windows (32bit) app that helps configuring a drawing die | 10 MB | September 27, 2018 | LOG IN |
| | Drawing Die Wizard for Windows Version 2.02 (build 800) release notes Release notes for Drawing Die Wizard for Windows, version 2.02 build 800 | 372 KB | September 27, 2018 | DOWNLOAD |
Call Esteves Group today and see how we can help with your multi-wire elongation machine.
1-800-325-7989