Optimum drawing conditions
The die is an important part of the drawing process; however it is important to understand that its performance is affected by other parts of the process such as the machine, lubricant, raw material, etc. It is critical to make sure that all these elements work together in the best possible way.
Proper maintenance of the drawing machine, filtration system, lubricant, and capstans, as well as the use of high quality raw materials are essential to ensure a trouble free process. Nevertheless, even when all drawing conditions are under control, over time the drawing process puts wear in the dies. This wear is visible as one or more of the following: wear rings, roughness, scratches, lines, particle pullout, or grooves on the diamond surface and die maintenance becomes necessary.
Die inspection
The inspection is done to determine the amount of wear in the die and to decide what action needs to be taken: keep working with the dies, or send them to the die shop for repair.
A maintenance schedule should be prepared where the dies are removed from the machine at every scheduled period for inspection and, if necessary, sent for refurbishing.
Below you can find two examples of possible inspection schedules for drawing copper wire.
| Multiwire Machine | ||||
| Ø mm | Ø inches | Type of die | Inspection every | Machine: Multiwire machine Working speed: 25 – 30 m/s [5000 – 6000 ft./min] Working hours: 24 hours a day Working days: 7 days a week Material drawn: copper |
| > 0.70 | > .028 | PCD | 110 -120 days | |
| 0.50 – 0.70 | .020 – .028 | PCD | 75 – 85 days | |
| 0.40 – 0.50 | .016 – .020 | SSCD/ND | 45 – 50 days | |
| 0.30 – 0.40 | .012 – .016 | SSCD/ND | 30 – 35 days | |
| 0.20 – 0.30 | .008 – .012 | SSCD/ND | 15 – 18 days | |
The final or finish dies require more frequent inspection. The final die draws more wire length than the breakdown dies (the larger dies in a string) because of the elongation of the wire through the process.
Die inspection is typically performed with either a binocular or monocular microscope. Check here for microscope and magnification recommendations.
| Rod breakdown Machine | ||||
| Ø mm | Ø inches | Type of die | Inspection every | Machine: Rod breakdown machine Working speed: 20 – 25 m/s [4000 – 5000 ft./min] Working hours: 24 hours a day Working days: 7 days a week Material drawn: copper |
| 4.50 – 8.00 | .177 – .315 | PCD | 12 months | |
| 3.50 – 4.50 | .138 – .177 | PCD | 5 – 6 months | |
| 2.50 – 3.50 | .098 – .138 | PCD | 3 – 3½ months | |
| 1.20 – 2.50 | .047 – .098 | PCD | 2½ – 3 months | |
Shorter or longer intervals will be required depending on drawing conditions and specifications of the final wire.
Inspection criteria
Depending on the final use of the wire and its specifications, the criteria for die inspection will vary.
The decision to remove dies from the machine can be made because:
- the diameter of the wire is out of tolerance
- the wire surface quality is deteriorating (less/more shiny/mat, scratched, etc.)
- the ovality of the wire is too big
- a wire shaving effect appears
- wire breaks happen more often than normal
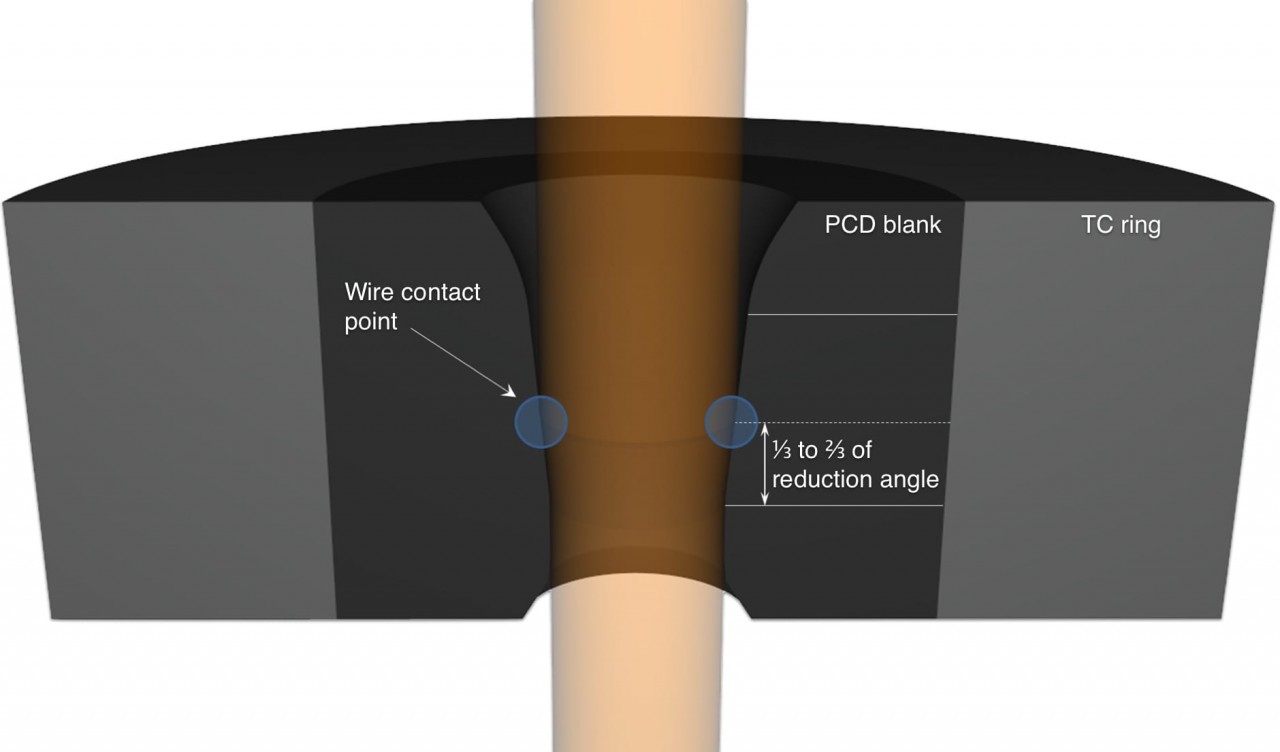
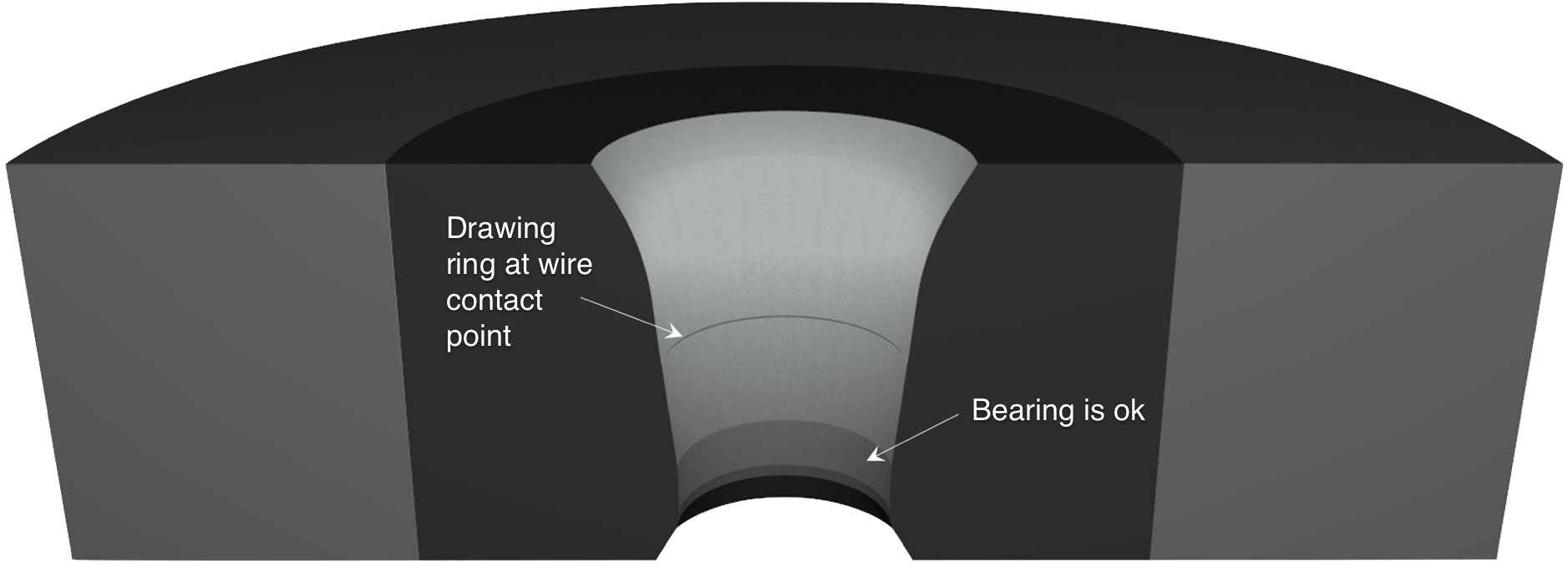
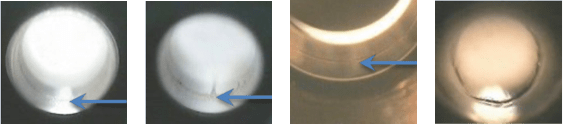
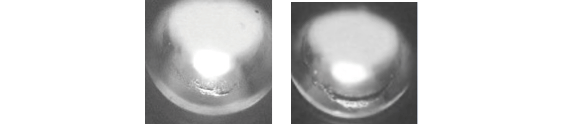
Drawing ring
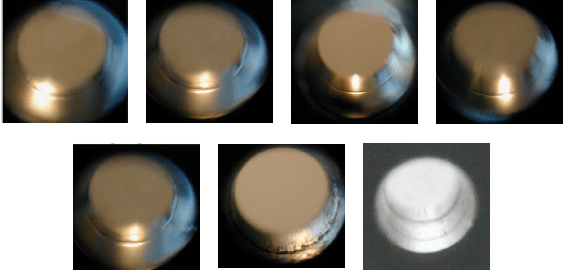
The wire begins its reduction and elongation in the reduction angle of the die. At that point the wire is in contact with the surface of the diamond and a wear ring is created over time. This drawing ring gets deeper and wider as more wire is drawn through the die.
The appearance of the drawing ring may change due to the material drawn and the length of time that the die is used.
Different reductions will also create different positions of the ring in the reduction angle.
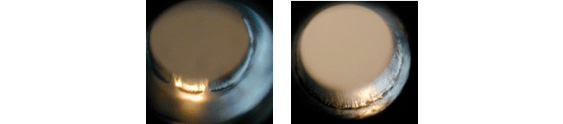
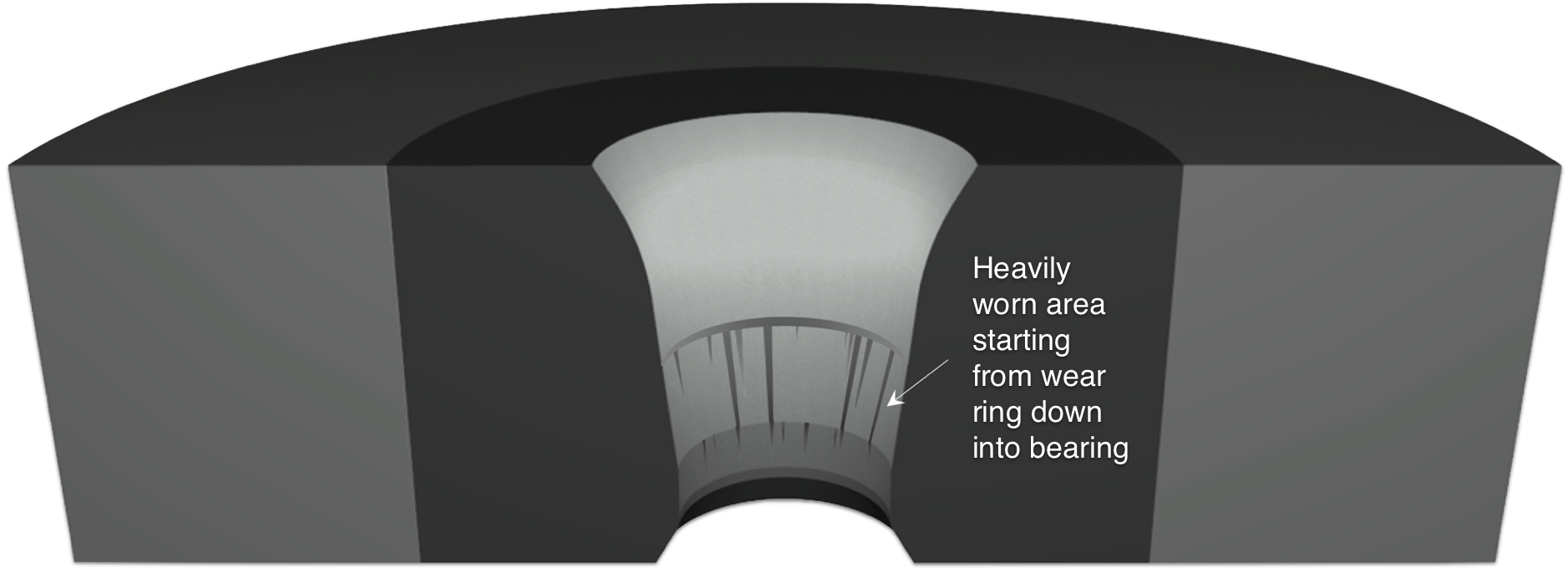
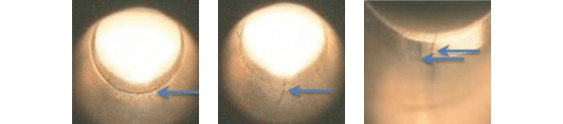
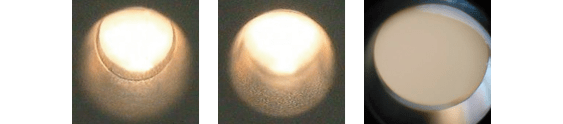
Lines, scratches
Lines are an indication of heavy or excessive wear in the die. They are created by the wire being drawn through the die. Lines usually start at the drawing ring and are drawn towards the bearing, along the reduction angle. Once the lines reach the bearing and are drawn into the bearing, the surface of the wire quickly deteriorates and the size increases rapidly.
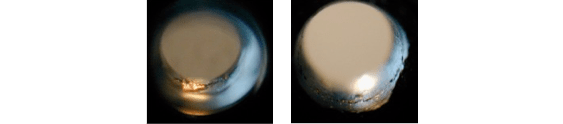
Cracks and particle pullout
Cracks may appear when the die has suffered excessive wear, a big reduction, or stress during the process. It is not always possible to see a crack during visual inspection because the drawing ring can hide it. Once the die surface is “cleaned” of the drawing ring and other defects, the crack becomes visible.
Generally, when the crack is located between the drawing ring and the bearing zone, the die is considered broken or scrap. When the crack is above the drawing ring, the die may be recut because the crack is not in the working area of the die
Particle pullout or chipped diamond. Another consequence of wear can be the removal of material from the diamond surface called “chipping” in natural or synthetic single crystal diamond and called “particle pullout” in PCD. Normally this can occur in PCD dies with coarse or medium grain or in larger ND and SSCD dies due to the diamond’s own structure.
Call today to find out more about Esteves wire die inspection microscopes.
1-800-325-7989
Recommended die inspection microscopes
Microscopes are widely used and considered an essential tool to inspect drawing dies. High-quality optics enable the trained operator or die inspector to evaluate drawing die geometries and observe surface features in drawing dies.
| Recommended viewing magnification for die inspection | die diameter range | recommended magnification | equipment availability | ||
|---|---|---|---|---|---|
| mm | inch | DZM-5 | DZM-13 | ||
| ≤ 0.050 | ≤ .00197 | 200x | – | ✔︎ | |
| 0.051 – 0.800 | .00197 – .03150 | 60x | ✔︎ | ✔︎ | |
| 0.801 – 2.000 | .03151 – .07874 | 40x | ✔︎ | ✔︎ | |
| 2.001 – 4.200 | .07875 – .16535 | 8 – 15x | ✔︎ | ✔︎ | |
| 4.201 – 8.000 | .16536 – .31496 | 8x | ✔︎ | ✔︎ | |
| 8.001 – 25.4 | .31497 – 1.0 | 4 – 8x | ✔︎ | – | |
| > 25.4 | > 1.0 | 4x | ✔︎ | – | |
Repolishing
This operation may shorten the bearing length, but the current die diameter is maintained.
Repolishing of a die consists of removing the defects caused by wire being drawn through the reduction angle. Repolishing is possible when the drawing ring is not too deep and the bearing area is not damaged. In other words, repolishing is possible on dies with slight wear.
Repolishing is accomplished by grinding a needle to the nominal reduction angle of the die. This needle is then used to repolish the die on an ultrasonic polishing machine together with diamond powder (see chapter 10).
As the bearing length may shorten during this operation, after repolishing the reduction angle for a few times, we recommend the full refurbishment of the die in order to recreate the original geometry.
Recutting
Recutting or sometimes called refurbishing or reboring of the die, removes all the defects generated by the passing of the wire through the die’s geometry.
With recutting it is possible to remove the drawing ring as well as the scratches and defects that appear both in the conical and cylindrical part of the die.
This operation gives the die a bigger diameter. The amount of the required increase in diameter depends on the wear and general condition of the die.
Recutting is recommended on dies showing severe wear (deep drawing rings, scratches, ovality, etc.). It is also recommended for dies that, after repolishing a few times, show a very short bearing length or angle that is too wide.
Recutting is a complete reprocessing of the die, rebuilding a proper geometry.
Call today and see how we can help make your used dies work like new again.
1-800-325-7989
Types of wear
Recutting of the die removes all defects generated by the passing of the wire through the die’s geometry.
A die is considered broken or scrap, when there is a vertical or horizontal crack in the working area, when the diamond is not big enough to recut to a new diameter or when the drawing ring or defects are too deep.

Call today and see how we can help make your used dies work like new again.
1-800-325-7989